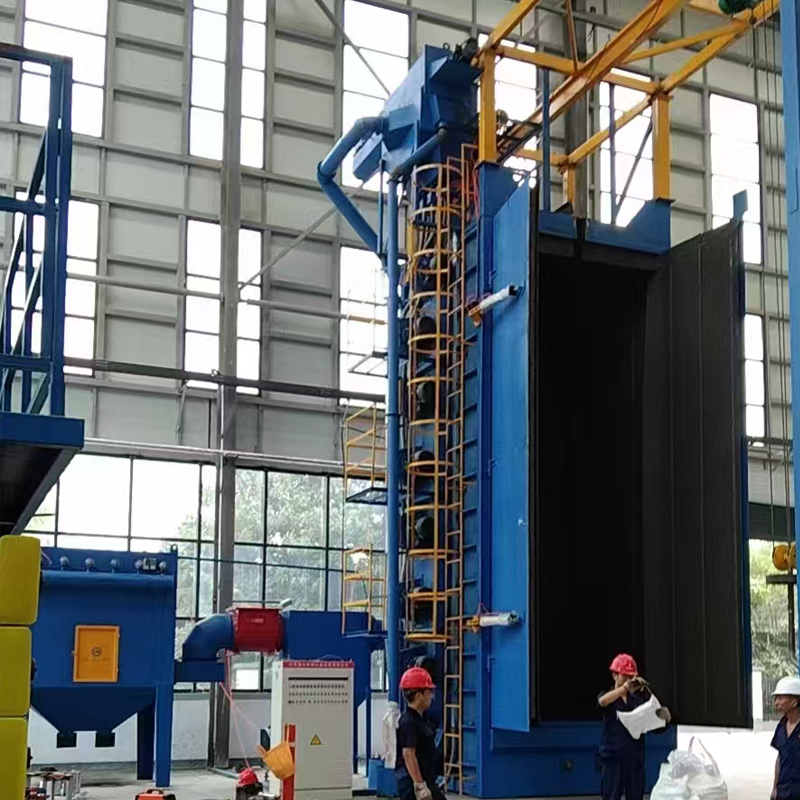
吊鉤式拋丸機通過高速旋轉的葉輪將彈丸加速至高速狀態,利用彈丸對工件表面的沖擊和刮削作用,去除氧化皮、銹跡、污垢等雜質,同時使工件表面產生壓應力,提高疲勞強度和抗腐蝕性能。其具體工作原理可分為以下幾個步驟:
一、工件準備與吊裝
操作員通過電動葫蘆將待處理的工件懸掛在吊鉤上,確保工件處于適當的位置以便后續處理。
吊鉤沿軌道移動至拋丸室入口處,為進入拋丸室做準備。

二、進入拋丸室與密封
拋丸室門開啟,吊鉤攜帶工件進入拋丸室。
關閉密封門,以防止磨料(彈丸)外泄,確保處理過程的安全性和環保性。
三、拋丸清理過程
拋丸器啟動:拋丸器(通常位于清理室頂部或兩側)高速旋轉,將鋼丸以60-80m/s的速度拋射到工件表面。
吊鉤旋轉:吊鉤在清理室內自轉(5~15rpm)或公轉,確保工件各個表面均勻接受拋丸沖擊。
多角度覆蓋:拋丸器的定向套調節彈丸噴射方向,覆蓋工件死角,實現全面清理。
四、磨料循環與分離
磨料回收:拋射后的鋼丸與雜質通過清理室底部格柵落入螺旋輸送機。
提升與分離:螺旋輸送機將混合磨料送入提升機,提升至頂部后進入分離器。分離器通過氣流將完整鋼丸(回用)與粉塵、碎屑(排入除塵系統)分離。
五、除塵處理
除塵系統(布袋/濾筒除塵器)過濾含塵空氣,凈化后排放(粉塵濃度<10mg/m3)。
廢料收集至灰斗,便于后續處理。
六、工件退出與完成
清理完成后,拋丸室門開啟,吊鉤攜帶工件移出清理室。
操作員卸下工件,完成整個清理過程。
服務熱線
177-1251-5959